ViscoScope Viscosimeter FAQ
The ViscoScope viscosity sensors are based on the principle of oscillating torsion. Due to this measuring principle, the inline process viscometer is independent of the flow direction and type of flow. It does not matter whether the flow is turbulent or laminar, or whether the sensor is flowing sideways or axially. This has been proven by tests with shear rate-independent oils. Furthermore, the viscometer is insensitive to gas bubbles in the medium. The oscillating torsion generates a shear wave that only penetrates the medium to a very small extent, i.e. if a gas bubble touches the sensor, only the liquid film of the glass bubble is measured. The shear wave does not penetrate the gas bubble.
In all liquids, from low-viscosity emulsions to high-viscosity polymer melts. Regardless of whether the media are non-Newtonian or Newtonian, the measurement remains reproducible.
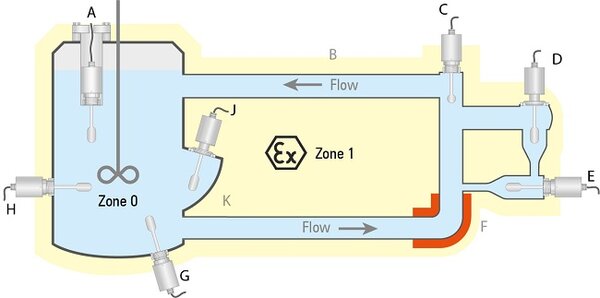
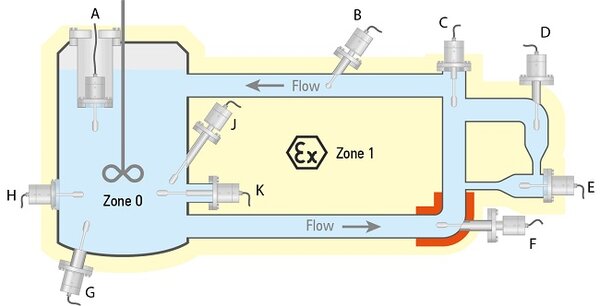
No, you can install the sensor in any orientation in a reactor, vessel or pipeline. However, the installation should make sense so that the measurement leads to optimal process regulation and control. Do not hesitate to contact us, we will be happy to help with our diverse experience.
The viscosity sensor can be manufactured with any standard or customer-specific flange. Common flange sizes are between DN50/2" and DN250/10". We can offer you custom-made products with adapted dimensions as well as antiseptic fittings for installation with absolutely no dead spaces. Ask us about your "dream flange" - so far we have been able to realize every process connection!
A factory-made multi-point calibration with certified, Newtonian calibration oils enables reproducible results, regardless of whether the liquid to be measured behaves Newtonian or non-Newtonian. Almost all liquids are non-Newtonian and therefore shear rate dependent, i.e. their viscosity changes with mechanical stress. In production processes, significantly higher shear rates occur than in laboratory measurements. In order to be able to compare the process viscosity with the laboratory viscosity, a correlation must be determined empirically. And don't forget: Calibration enables the measurement to be repeated, e.g. after a sensor has been repaired, when using several systems in the same application or after conversion to another system. In other words: 5,000 mPa.s remains 5,000 mPa.s
The transmitter stimulates the sensor's probe to torsion at its resonance frequency with a very small amplitude. If the probe is immersed in a liquid, it "rubs" against the adjacent liquid layer and is dampened due to the viscosity. And now comes the difference to comparable systems: With a fast PID control, the transmitter compensates for the amplitude loss caused by the dampening, i.e. the amplitude is kept constant despite changing viscosity. This changes the drive voltage, which is the basis of the viscosity value. Using this technology, the ViscoScope® viscometer measures the dynamic viscosity x density in mPa s x g/cm³ (η x ρ), reacts to viscosity changes in less than 2 seconds and enables the detection of the smallest differences, even under harsh process conditions. By driving at its resonance frequency with the low amplitude, the probe is not subject to material fatigue. You won't find any moving parts, joints or seals in our sensor, as all parts that come into contact with the process are welded. The result: a maintenance-free, extremely durable and reliable process viscometer.
Due to the low amplitude at the system's resonance frequency, the sensor is not subject to material fatigue or change. Since the sensor is completely welded, there are no moving parts, bearings or seals on the sensor. We have a large number of applications in which the systems have been running 24/7 for more than 10 years. A calibration check of the viscometer is not required. However, QM regulations often require an annual calibration check. Contact us if you would like a system check.
Benefit from our many years of experience in the Inline viscosity measurement !
Simply contact us by phone or email!





